19 KiB
明确需求
设备的需求,实现的工艺功能
设备的生命周期
- URS→DQ→生产制造→FAT→SAT→IQ、OQ、PQ→使用→RQ→报废
设备入厂需要进行什么工作?
建立设备档案
- 说明书
- 设备图片
- 设备铭牌
- 部件照片
- 用于领用和采购
- 设备运行视频
- 病例本
- 纸质资料扫描件
现场放置说明书等资料复印件
设备新手入门
学习说明书,熟知工作原理
机械原理
- 对设备的机械原理要能绘画出草图
- 谁带动了谁,谁是谁的下级,谁是谁的上级,谁是谁的平级,一个工位一个工位的去认识,最后把平行的各工位模块化组合到一起,形成立体的设备草图。上下左右前后就有了联系
功能性原理(探头、电气)
- 机械性的搞明白以后,将光电信号开关等按从前到后即设备进口到设备出口的顺序详细列表学习。各种动作是先有谁再有谁最后是谁,光电信号是源头。光电的类型也要分清楚,对射型、漫反射型、镜面反射、槽式光电开关、光纤式光电开关,计数作用的光电、感应动作的光电、限制位置的光电等等,都要知道在哪个位置,作用是什么
- 计量:了解探头等检测的精度要求,避免探头发生精度漂移导致功能失效等情况
- 对设备配电柜内的控制流程也要有初步的了解,PLC是什么样子的,在哪个位置,各基本工位的上下游都有哪些基本控制电子元器件,模块化的记忆及了解。各模块拼凑后了便可以将设备简图描绘出来
更换规格件的流程化
- 更换规格件的基础就是机械工作原理的熟知
- 各工位的顺序很重要,先装后装是有影响的
- 先确定好装配标准,各工位以谁为中心为标准开始装其他部件。原点位置一定确认清楚,尤其最初最开始的标准的原点,现在的传动基本是伺服电机,回原点是每一步调试前的必然动作。没回到原点的任何调试动作均是无效且有次生伤害的
- 规格件的更换顺序要用流程图的形式固定下来,拆和装均是。各种规格固定一个就可以了,其他规格是一样的
- 两点一条直线,要保证各工位所有部件该上几个螺丝就上几个,螺丝再把紧的时候要注意是否引起了部件的位置形变,尤其有垫片的部件,把紧后需要再次确认位置。直线上必须保证两个螺丝固定,不然适得其反,不能保证部件运行稳定。运行一段时间以后,因高速或者物料损坏碰撞会造成工位部件位置变化,物料有损坏就要确认位置是否有变化,查找损坏原因。如果不及时处理会导致损坏物料频次升高,也会导致设备部件的损坏。要想方设法保证设备的稳定运行,不能出现任何抖动,甚至是轻微震动
熟知设备屏幕操作
- 达到与玩手机一样效果,知道每个屏幕显示中主菜单与子菜单的关系
- 在针对每一个项目进行深入学习,作用是什么,设置范围是什么,代表什么含义,数值越大与越小有什么不一样,能影响什么?输入输出信号指示、历史信息记录、报警记录都需要了解
- 对报警要特别关注,报警的项目有哪些要罗列清楚,报警的分类,造成报警的原因有哪些,消声方法消除方法
再次学习说明书
- 说明书内写的内容都是比较精炼的。通过实践的积累后,再次对说明说中工作原理等进行学习能够得到升华
- 另一个关注点是对说明书的基本故障分类和处理措施铭记于心。建立立体的故障处理思维
日常问题处理和总价
- 好记性不如烂笔头。只有写下来才能强化大脑记忆
- 针对日常设备使用过程中出现问题的表象描述清楚,把通过什么方法处理后此现象消失了总结下来
- 日积月累后就形成了宝贵的经验。练就透过表象看到事物本质的能力
- 利用立体的问题处理思维,分析其上游下游以及平行部分是否会因为调整导致次生的其他故障
- 什么时候开始,动笔总结了,什么时候才能改变现状,才能有所提高
- 没有无缘无故的坏,也没有无缘无故的好,不要相信什么也没动,设备自己就坏了。只是每个人的要求标准不一样,看不出来细微的变化。每个都没问题每个都调合适了但设备还是开不起来,说明每个都有问题,需要拆掉重新组装高标准调配。5万支碎一个也罢,20万支碎一个也罢,都不是我们应该追求的,我们要达到的是关键位置一个不能碎设备的
日常点检和维修
- 根据日常故障的处理总结以及理论的备品备件更换周期,分类区分日常点检维保内容和频次,做到防患于未然。实现设备永动
- 如果平时没有做好设备运行稳定性,因为时间的原因凑活使用
- 在换规格,停产时必须记得处理设备问题
- 无论大小问题,装配必须合适和稳定,任何细节不能轻易就通过了没有标准或者标准太低
- 相关记录设备日常点检表、设备维护保养计划、设备工作原理、配件标准清单、备品备件台账
SAT
FAT遗留问题确认
开箱确认
目的
确认设备运输过程无缺损,设备装箱符合装箱清单要求
验收标准
设备运输过程无缺损,设备部件没有缺失
程序
由验证人员、验收人员确认运输外包装是否完好
按照装箱清单逐项确认部件规格、数量
开箱后检查设备外观、零部件是否完好
记录
| 项目 | 要求 |
|---|---|
| 运输包装检查 | 运输包装完整、无破损 |
| 设备外观检查 | 无运输造成的表面损伤、零部件损坏 |
| 装箱清单核对 | 设备部件、附件与装箱清单所列各项目一致 |
其他包含IQ、OQ内容
SAT测试内容怎么衔接到IOPQ中?
IQ
SAT遗留项目完成确认
文件确认
目的
提供给用户的所有文件都可用并符合用户需求
验收标准
检查并记录文件的名称、编号、版本、生效日期
程序
对文件进行逐个确认,记录文件信息,进行电子化整理扫描
记录
包括但不限于
| 文件名称 | 文件编号 | 版本 | 生效日期 |
|---|---|---|---|
| 平面布局图 | |||
| 管道和仪表工艺图(P & ID图) | |||
| 电气图 | |||
| 设计确认 | |||
| 安装手册 | |||
| 操作手册 | |||
| 维护手册 | |||
| 工厂验收测试(FAT) | |||
| 客户现场验收测试(SAT) | |||
| 安装确认(IQ) | |||
| 运行确认(OQ) | |||
| 性能确认(PQ) | |||
| 主要部件清单 | |||
| 报警清单 | |||
| 系统访问清单 | |||
| 备品备件清单 | |||
| 规格件清单 | |||
| 材质证明 | |||
| 主要部件说明书清单 | |||
| 校验证书 | |||
| 管道焊接记录(焊工证明、焊接图纸、内窥镜检查照片、酸洗钝化报告) | |||
| 产品质量合格证 | |||
| 设备铭牌拓印或照片打印 | |||
| 粗糙度证明(若有) | |||
| 坡度证明(若有) |
设备铭牌确认
目的
确认设备铭牌的信息与设备实际一致
验收标准
程序
检查设备铭牌信息,并且拍照作为附件
记录
主要部件确认
与合同附件和随机部件清单核对
图纸一致性确认
设备布局确认
| 平面布局图 | 接受标准 |
|---|---|
| P&ID``管道和仪表工艺图 Drawing No.图号: Version:版本: | 没有部件缺失。 |
图号:
版本:
设备的相对位置、外型和外部尺寸与批准的平面布局图上所标注的相符(公差范围:长和宽在±20mm,高度950±20mm内可调节)
公用设施的位置和接口与批准的平面布局图相符
PID图确认
图号:
版本:
没有部件缺失
部件的类型、安装方式、规格与P& ID一致,无明显的损坏
设备、部件、仪表的标示(铭牌、编号等)完整、清晰
电气图确认
图号:
版本:
电器柜内所有元器件布置均与电气图纸相一致
实际接线与电气图线图相符合
电器柜内部件、线路的标示(铭牌、编号等)完整、清晰
电器柜内有最终版的图纸
关键材料材质确认
公用系统确认
| 类型 | 项目 | 标准 |
|---|---|---|
| 输入 | 电源 | |
| 输入 | CA | 压力、接口、管道尺寸 |
| 输出 | WFI | |
| 输出 | 水排放 | |
| 输出 | 蒸汽排放 |
安装确认
基本结构安装确认
一些特别的要求,如管路坡度,需要排空无残留
| 确认项目及要求 |
|---|
| 机箱外观完好,铭牌警示标志清晰、正确 |
| 电源线连接无脱线、线头裸露、松动 |
| 压力、温湿度传感器与不锈钢钣连接处密封良好,无泄漏 |
| 设备内外连接处螺丝紧固,无毛刺向外裸露 |
| 进料传递门外压缩空气接口和管路连接正常无泄漏 |
| 出料传递门外压缩空气接口和管路连接正常无泄漏 |
| 进料传递门内密封圈完整无异样,接头无缺口 |
| 出料传递门内密封圈完整无异样,接头无缺口 |
| 钢化玻璃可视部分连接处密封良好,无毛刺 |
| 腔室内部导轨安装稳固,无松动且无毛刺向外裸露 |
OQ
IQ遗留项目完成确认
SOP确认
检查设备运行和维护所需要的SOP是否都存在,并确认其处于已批准或草稿状态
将文件信息记录在表格中,包括文件名称、编号、版本号及签批状态
控制系统确认
底层操作系统确认,windows的权限确认
软件版本、编程软件版本、设备信息
备份软件、编程软件
以高权限登录:触控屏界面显示、切换和按钮功能正确
输入输出确认(I/O测试)
输入字段
确认控制系统限制了用户输入到系统的数据范围。输入的数据超出范围会被系统拒绝
权限确认
访问安全确认
定时锁屏
| 项目 | 记录 | 合格标准 | 是否符合 | |
|---|---|---|---|---|
| 用户登入 | 输入一个有效的用户名和一个无效的密码 | 有效用户名:无效密码:_ | 登入失败 | □是 □否 |
| 输入一个无效的用户名和一个有效的密码 | 无效用户名:有效密码:_ | 登入失败 | □是 □否 | |
| 输入一个有效的用户名及对应的密码 | 有效用户名:有效密码:_ | 登入成功 | □是 □否 |
权限分配确认
权限管理矩阵
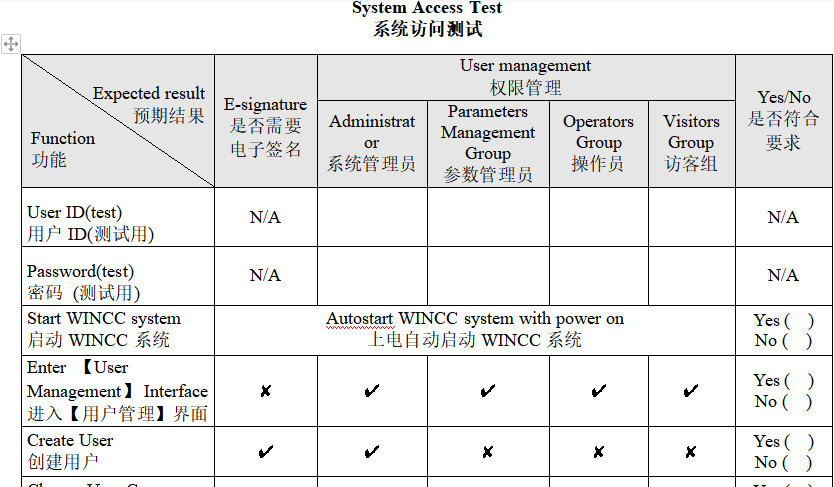
各个权限的测试,用户管理的新增、删除、禁用、密码修改
电子签名确认
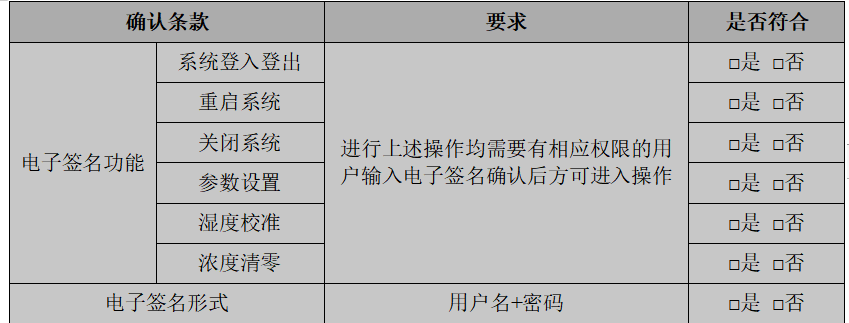
分权限进行确认
数据完整性确认
管理员权限登录
| 项目 | 测试方法 | 要求 | 是否符合 |
|---|---|---|---|
| 数据呈现 | 查看日志记录 | 进行相关操作所有操作记录均以日志记录呈现包括操作时间、操作人员等可追溯分析 | □是□否 |
| 运行历史数据报表呈现 | □是□否 | ||
| 数据记录 | 查看设备运行历史记录 | 系统可实时记录各阶段数据,各参数记录,完整,可查询 | □是□否 |
| 历史数据各参数记录完整,可查询 | □是□否 | ||
| 报警记录 | 查看报警记录 | 报警信息发生均有记录 | □是□否 |
| 报警信息不可删除 | □是□否 | ||
| 能够查询历史记录 | □是□否 | ||
| 数据储存备份 | 查看数据备份功能 | 数据可定期导出备份储存 数据备份的文件格式(不可改)和文件存储的路径 |
□是□否 |
| 储存容量确认 | 查看储存容量 | 储存容量: | □是□否 |
| 备份数据读取确认 | 将备份数据使用特定软件打开查阅 | ||
| 数据还原 | 执行一次数据还原操作,记录数据还原的处理方式和处理结果 | ||
| 记录数据存储位置 | |||
| 记录数据库格式 | |||
审计追踪确认
日志记录、报警记录、时间修改,导出
可与其他项目同步进行,完成测试后查看导出打印即可
进行诸如登录登出、设定或更改参数、更改安全配置等活动,确认操作人员活动被正确追溯,包括时间日期、参数值和操作人员ID
打印审计追溯和系统日志记录
时间管理确认
时钟校准
报警确认
列出报警项、报警方法,
| 项目 | 方法 | 要求 |
|---|---|---|
| 舱内压力高 | 将舱内压力报警上限设定为: | 设备声光报警,界面显示报警信息,亮x灯 |
一般的触发报警的方法:改变报警限、使用适当的信号发生器、断开设备(传感器、光电管、仪器仪表)、断开或短接信号线(仅对数字信号)、模拟“真实的条件”(例如将元件放入水浴中模拟高温)
不能以有可能损坏系统的方式触发报警
程序确认
急停确认
配方功能确认
以可以操作配方权限登录
断电恢复确认
安全问题,同时查看数据是否会丢失
先启动设备,降速50%运行设备(基于主规格),以减少设备损伤
在程序运行过程时,切断设备电源,使设备断电,设备将停止运行
断电时间超过两分钟后,再重新给设备上电,,系统处于待机状态
目测设备运行情况,确认设备没有数据丢失
| 测试内容 | 要求 |
|---|---|
| 断电后,设备是否处于安全状态 | 断电后,设备立即停止;所有阀门处于关闭状态。 |
| 设备重新上电后是否自动运行 | 不可自动运行,需人为干预方可开启。 |
| 自动运行参数 | 断电前后设定参数一致,将断电前后的参数设置拍照附于本方案中。 |
| 数据保存 | 断电之前的数据被保存 |
噪声确认
运行确认
确认设备能够按照设定的程序运行
无菌传递和组装
设备空载运行
点动
负载运行30min
其他
洗瓶机:清洗工艺
PQ
OQ遗留项目完成确认
工艺需求确认
排放防倒灌
核黄素清洗效果