11 KiB
因影响卡式瓶水针剂产品质量的重要因素
概述
卡式瓶是近年来出现的一种药品新型包装材料,类似没有推杆的注射器,相当于“没底的瓶子“。该瓶前部装有橡胶密封保护的注射用针头,瓶口用胶塞铝盖密封,尾部用橡胶活塞密封:卡式瓶置入重复使用的卡式瓶注射架或称注射笔中使用,使用过程药液不与注射器任何部件接触。
我国延用了几十年的针剂传统包装形式将不能满足使用简单和全用药的国际大潮流要求,目前的针剂包装和药品使用过程中存在两大严重缺陷:一是患者用药安全存在隐患,针剂在使用前,操作人员将安瓿敲碎时细小的玻璃粉末可能混人药剂,将注射液吸入注射器过程中药剂暴露于空气中,易造成微粒、微生物等的二次污染;二是使用过程作复杂,效率低。用安瓿前,一般需要“划'、“敲'“抽”3个动作,粉针剂使用前需要经过注射器针头刺入溶媒瓶→将溶媒吸到注射器内→注入溶质瓶内混匀→从溶质瓶内抽出液体→肌肉注射或静脉注射、静脉滴注的“刺”、“吸”、“混”、“抽”、“注”5道程序
此外,目前的用药方式还间接引发社会问题,比如大量的一次性塑料注射器形成白色污染,而且在使用回收处理过程中存在艾滋病传播的危险。利用卡式瓶包装的水针即卡式瓶水针在卡式瓶注射架或称注射笔中得到了很好的使用,但卡式水针在生产过程中除了满足一般包装的水针的质量要求外,更应满足由于其特殊包装形式所决定的一些影响产品质量的重要因紊。
工艺
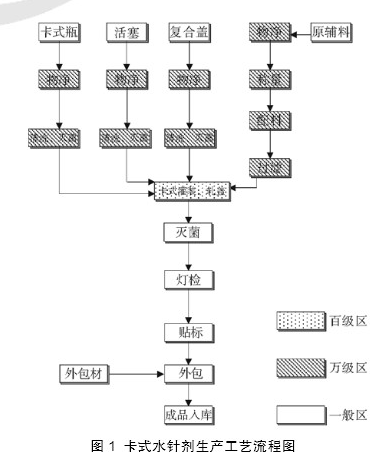
卡式水针剂生产工艺流程〔见图1)
重要岗位质量控制
在药品生产过程中,人、生产环境、制剂生产的全过程的每一个环节都是影响药品质量的重要因素,而注射剂的生产过程控制要求更加严格。通常注射剂的一般质量要求主要包括:无菌、无热原 、可见异物、安全性、渗透压、pH、稳定性、降压物质等。在注射剂的生产过程中常常遇到的是可见异物、化学稳定性、无菌及无热原等问题,在生产过程中应注意产生上述问题的原因及解决办法。卡式瓶水针剂在满足注射剂一般质量要求的基础上,更应符合因卡式瓶特殊包装所引起的特殊的质量要求。本文就两个具有特殊要求的岗位谈谈对药品质量可能产生影响的主要因素。
洗瓶、硅化岗位
该岗位主要是将卡式瓶清冼干净之后进行硅化,除小容量注射剂洗瓶岗位的一般质量要求外,卡式瓶由于其包装形式的特殊性,该岗位另需考虑的质量控制主要有以下几点:
- 压缩空气压力控制,保证在洗瓶机出口将卡式瓶内壁所挂水珠吹干,作好硅化准备。如果卡式瓶内壁残存一定量的水,将导致硅油喷涂不均匀,影响滑动性的大小和使用效果:
- 硅油的选择尤为重要,必须是医用硅油、耐高温等
- 硅油所用稀释剂的选择:一般硅粘度较大,不方便喷涂,而按不同比例稀释后的硅油更有利于均匀喷涂在卡式瓶内壁。
- 根据卡式瓶的大小不同,合理确定每支瓶子的硅油用量。因硅油是一种异物,故要求在满足滑动性的前提下,所加硅油的量越小越好,即对所灌装的药液不造成影响。
- 硅油的硅喷涂方式的要求及精度:必须将稀释后的硅油均匀的喷涂在卡式瓶内壁,每次所喷的量必须控制在一定的范围之内,所配备的装置必须能够有效调节硅油量。
灭菌岗位
卡式瓶水针属小容量注射剂,必须保证产品无菌。注射剂无菌保证工艺是为实现规定的无菌保证水平所采取的经过充分验证后的灭菌(无菌〕生产工艺:目前,注射剂的无菌保证工艺主要有两种:
- 终端灭菌工艺:在控制微生物污染量的基础上,在药品灌封后,通过湿热灭菌方式除菌。一般来说,本方法成本低,无菌保证水平高,适宜于大量注射剂和小容量注射剂的灭菌。
- 无菌生产工艺:在无菌系统环境下,通过除菌过滤法或无菌操作法,以防止污染为目的,消除导致污染的各种可能性来保证无菌水平:一般来说,由于本方法对环境系统的要求高,且影响无菌操作的因素多仅适宜于临床需要但不能进行终端灭菌的小容量注射剂。
由此,终端灭菌工艺和无菌生产工艺具有不同的系统要求、不同的除菌方法和不同的无菌保证結果。
评价无菌保证工艺是否有效曾一度主要通过对终产品抽样进行无菌检验来判断;由于微生物在产品中的分布是不均匀的,且抽检样品的数量有限,故抽检的结果不能真实代表整批产品的无菌状态。国际上更为注重无菌保证工艺的设计是否合理、所用的设备与工艺是否经过充分的验证,在此基础上,切实按照验证后的工艺进行生产,这样才能保证灭菌(无菌)工艺的可靠性。
在业界,常用“无菌保证水平(sterilityAssuranceLevelSAL)概念来评价灭菌(无菌)工艺的效果,SAL的定义为产品经灭菌/除菌后微生物物残存的概率。该值越小,表明产品中微生物存在的概率越小。为了保证注射剂的无菌安全性,国际上一致规定,采用湿热灭菌法的SAL不得大于10^-6,即灭菌后微生物存活的概率不得大于百万分之一;而采用无菌生产工艺的产品,其SAL一般只能达到10^-3,故仅限于临床必需注射给药而确实无法耐受终端灭菌的产品。无菌生产工艺只适用于粉针剂或部分小容量注射剂。在此基础上,切实按照验证后的工艺进行生产,这样才能保证灭菌工艺的可靠性。
卡式瓶水针因其特殊的包装形式和所包装产品的不同特性,可选择不同的无菌工艺。如:胰岛素产品,最终不灭菌,该类产品无菌工艺的选择主要由产品的性质来确定。此类产品如选用灭菌工艺,将导致产品因温度的影响而变性:该类产品生产设计时需选择无菌生产工艺,其要求与粉针剂相同;如需最终灭菌的产品利用卡式瓶包装时,必须考虑在灭菌过程中将产生的诸多影响产品质量的因素,如在灭菌时会不会产生活塞位移现象。如果活塞发生位移,在位移过程中外界异物及气体是否对药液造成影响等等,诸如此类都是卡式瓶水针在生产过程中需严格控制的重要因素。
设备
洗瓶机
在药品生产过程中对内包材瓶子的清洗尤为重要,一般采用超声波清洗加“三水三气'及清冼机构反转的方法。
由于卡式瓶无底,设备不需要反转机构,只需进行超声波清洗和水气混合清洗,清洗后的瓶子做清洗效果评价即可。
在洗瓶过程中压缩空气压力至关重要,要求瓶子在洗瓶机出口时必须将所挂水珠吹干,为卡式瓶硅化做准备,如压力不够将导致在硅油喷涂时因大量液体堆积造成硅油在喷涂过程的不均匀性,进而影响其滑动性。
硅化装置应能准确计量每次所喷硅油的量,且该装置必须将硅油均匀的喷在卡式瓶内壁,每次喷洒硅油量根据卡式瓶大小不同而有差异。如硅油量太大将造成对药液的污染;硅油量太小将影响其滑动性。故该工位对硅油及稀释剂的选择尤为重要。
隧道烘箱灭菌
隧道灭菌烘箱主要对卡式瓶进行高温灭菌、除热原,属干热灭菌范畴,是利用干热空气达到杀灭微生物或消除热原物质的方法。根据《中国药典》规定,一般干热灭菌条件为160~170℃×2h以上;180℃×60min以上或250℃×45min以上,也可采用其它温度和时间参数。应保证灭菌后物品的SAL<10^-6。在生产过程中卡式瓶必须通过网带进入隧道灭菌烘箱,由于卡式瓶无底,在网带上运行时会造成倒瓶、破瓶,导致内包材瓶子被污染。所以,隧道灭烘箱的网带设计直接决定卡式瓶水针剂产品质量:要注意以下几个问题:
- 对设备走瓶网带设计清洗装置
- 设备网带应易于清洁,方便用户操作
- 防止卡式瓶的瓶现象
- 另可对卡式瓶外壁进行硅化,瓶子在进入隧道灭菌烘箱时可减小瓶子之间摩擦力,免瓶子被擦伤、挤破。当卡式瓶在隧道灭菌烘箱中出现破瓶现象时,会在灌装上活塞工位将附着在卡式瓶底的玻璃屑推至瓶内,导致药液中出现玻璃碎屑,影响药液的可见异物指标。为消除卡式瓶在隧道灭菌烘箱中因倒瓶和相互挤压造成的破瓶现象,目前国外设备采用“吊桶式”道灭菌烘箱,将每个瓶子有效的隔离,避免瓶子之间的挤压摩擦。
卡式灌装机
卡式水针灌装机是集上活塞灌装轧盖于一体的设备,对灌装机要求主要有以下几点:
- 上活塞工位 在上活塞过程中,要求将活塞顺利的加人卡式瓶底部,如在加塞过程出现活塞倾斜、反塞等现象均为不合格品;卡式瓶水针灌装量由活塞在瓶子中的行程来确定,故控制活塞行程的装置应能调节,采用多针头灌装的设备,必须保证上活塞工位的一致性和稳定性,即所有活塞在卡式瓶中的行程必须一致。另活塞震荡料斗必须易于清洁,能识别活塞的正反面。
- 灌装工位 灌装过程一般分为两步,即一次灌装二次补灌,二次补灌时多余的药液可利用真空装置回收。在灌装时应保证每支灌装针头灌装量的稳定性。在灌装过程中应控制瓶内的气泡,如在灌装过程中产生气泡,将导致其与器械配合使甲时的局限性。
轧盖工位
应注重轧盖过程对药品的污染:目前国内企业采用“抓”、“旋”两种方式进行轧盖,各有利弊。
采用“抓”时盖子相对不平整,采用“旋”时由于旋转造成大量铝屑产生对药液造成污染。考虑对该工位在设计时可将其采用隔离的方法进行控制。
总结
练上所述,卡式瓶水针剂是一种新型的包装材料所决定的特殊的小容量注射剂,该种包装形式所涉及的包装材料设备及工艺在国外己得到良好的发展:目前在我国发展相对缓慢。虽然已有几家制药企业、包材厂家和设备制造企业己经涉足该领域,但因各种因素导致该行业发展的速度缓慢。 在该领域中,卡式瓶水针剂因为其独特的包装形式决定了对设备的特殊要求和生产工艺过程控制的独特性:设备的特殊要求主要体现在洗、烘、灌和喷硅油装置,生产工艺过程控制的独特性主要体现在硅化工艺和灭菌工艺。以上内容对设备生产厂家在设备设计、加工制造过程和药品生产企业在药品生产过程控制及工艺研究中都非常实用,以上所讨论的问题均是目前我国卡式瓶相关行业所关注的焦点问题。