6.6 KiB
0 工艺原理和功能
隧道烘箱通过热风达到除热原效果,通过高效过滤器过滤后的洁净空气保护已除热原的瓶子,冷却段环境的维持十分重要,因为冷却段的C+A要将除热原后的瓶子输送到灌封机的B+A中,所以冷却段的C+A环境等于灌装机的B+A。
1 工艺描述
隧道烘箱是通过加热空气,然后经过耐高温的高效过滤器过滤后,对卡式瓶加热进行硅油烘干和除热原。
先风再热
1.1 设备内部气流情况
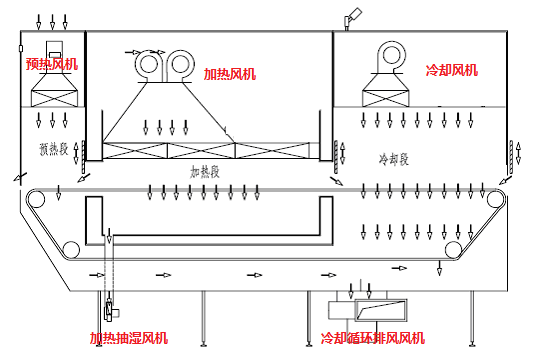
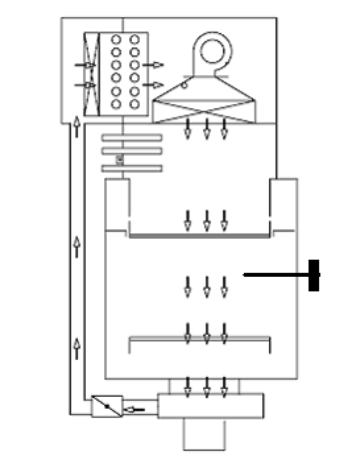
生产过程为维护各段功能和环境,烘箱各段的气流方向:预热段←加热段→冷却段,气流情况见下图
1.2 预热段工作原理
预热段采风为室内风,然后经预热段内板孔、门缝等排回洗瓶间,瓶子的预热主要靠高温段渗透过来的少量热风,预热段内部见下图
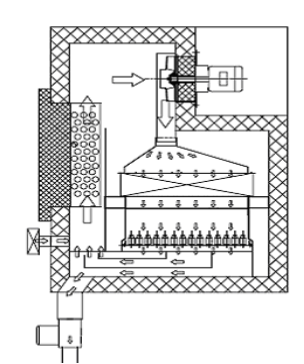
1.3 加热段工作原理
加热段采风为室内风,通过中效过滤器、补风口和进入,经过加热管升温后,通过高温高效过滤器净化后,对瓶子进行干燥和除热原。经过瓶子的空气,前部的部分高温高湿气被抽湿风机抽走,另一部分高温气流通过控流板继续回到加热管处,加热处理,如此循环。加热段结构示意图见下图
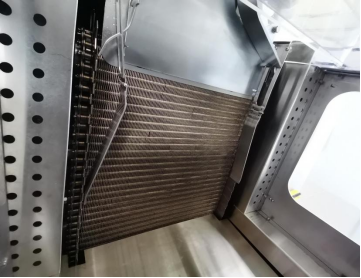
1.4 冷却段工作原理
冷却段采风为室内风,冷却风机将空气抽进风罩内,通过均流板的均流和高效过滤器过滤之后,对网带上的瓶子进行冷却,流经的空气由底部循环排风机抽向表冷器,对热空气进行冷却后,再流进层流风机,如此循环。
1.5 灌装间对洗瓶间压差
洗瓶间有3个回风口,3个回风管路支路,在夹层中汇入一条管路,管路上有自动比例调节阀,可控制洗瓶间的排风风量,可以做到在烘箱风机启动时,减少洗瓶间的排风风量,灌装间→洗瓶间压差变化在5Pa以内。
1.6 设备情况
1.6.1 设备基相关参数
卡式瓶按照30mm/min的网带速度运行,结合隧道烘箱预热段、加热段、冷却段、灌装机平振段的长度、装载卡式瓶数量,得出各段所需时间,长度、装载量、卡式瓶经过时长见下表
| 预热段 | 加热段 | 冷却段 | 灌装机平振段 | |
|---|---|---|---|---|
| 长度(mm) | 460 | 1120 | 833 | 918 |
| 装载量(瓶) | 1370 | 3340 | 2477 | 2710 |
| 经过时长(min) | 16 | 39 | 29 | 32 |
注:数据来源(根据隧道烘箱PQ,以及隧道烘箱再确认)
1.6.1 设备压差标准
| 压差位置 | 灌装间→洗瓶间 | 预热段→洗瓶间 | 加热段→洗瓶间 | 冷却段→洗瓶间 | 加热段→预热段 | 加热段→冷却段 |
|---|---|---|---|---|---|---|
| 原有标准 | 15~35Pa | 3~10Pa | 5~15Pa | 3~15Pa | 1~2Pa | 1~2Pa |
1.6.2 除热原效果计算
根据Fh计算公式:F ~H~ =△t∑10 ^((T-T0)/Z) ,其中△t为灭菌温度下的时间间隔,T0为参比温度等于170℃,T为实际灭菌温度,Z值在除热原中为54;按照除热原效果需要达到的1365min,实际灭菌温度取灭菌工艺最低点305℃来计算所需的时间间隔,可得△t≈4.32min,即在305℃下达到除热原的时间需要大于4.32min
而卡式瓶按照30mm/min的网带速度,经过加热段的时长为39min,远大于除热原时Fh值=1365min所需要时间4.32min,故本工艺的除热原效果保障性高。
1.6.3 除热原参数
加热段温度决定了除热原温度,网带速度和烘箱加热段长度决定了除热原时长
除热原步骤采用的工艺/操作参数为加热段设定温度:320℃,烘箱网带速度≤30mm/min,生产操作过程的参数为加热段温度:320℃±15℃(即305℃~335℃),网带速度:30mm/min(瓶子经历加热段时长约39min)。
1.7 工艺过程走瓶情况
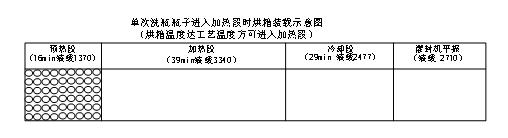
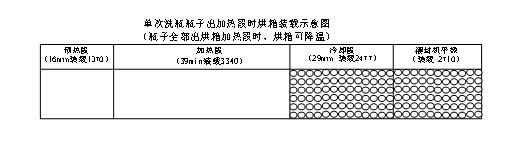
工艺过程为烘箱开启日间模式达到设定温度后卡式瓶方可进入烘箱加热段,当卡式瓶全部走出加热段后,开启夜间模式降温,过程烘箱装载示意图见下图
1.8 生产过程数据报表
洗烘瓶生产过程中会产生的数据报表(证据)与本次关键数据关系见下表
| 报表名称 | 洗瓶机打印条 | 隧道烘箱打印条 | 隧道烘箱打印曲线 | 灌封机生产报表 |
|---|---|---|---|---|
| 关键数据 | 洗瓶数量和洗瓶速度 | 加热段温度,开始降温时间,开始升温时间 | N/A | 灌装机开始灌装时间,结束灌装时间,停机时间 |
2 设备状态
2.1 生产状态
启用日间模式,加热功能和风机均启动,为灭菌状态
2.2 值班状态
启用夜间模式,关闭加热功能,风机启动,维持烘箱内部特别是冷却段的环境。
2.3 停机状态
加热功能关闭,风机关闭,一般为停电或长期停产时的状态,停机状态转为值班或生产状态时,需要经过清洁和灭菌,恢复冷却段的环境,然后对冷却段的环境进行确认
硅油固化和去除
二甲硅油乳液成分复杂,洗瓶后经硅化喷涂在卡式瓶,在隧道烘箱高温段进行蒸发固化,这个过程中,高温可能会导致成分发生变化,同时部分成分的去除效果可能需要研究
玻璃瓶的耐热时长
需确定所使用玻璃瓶的耐热时长,主要考虑
静态下,高温烘烤多少时间瓶子的理化性质等不会发生变化
动态下,高温烘烤多少时间瓶子不会变脆,影响爆瓶率